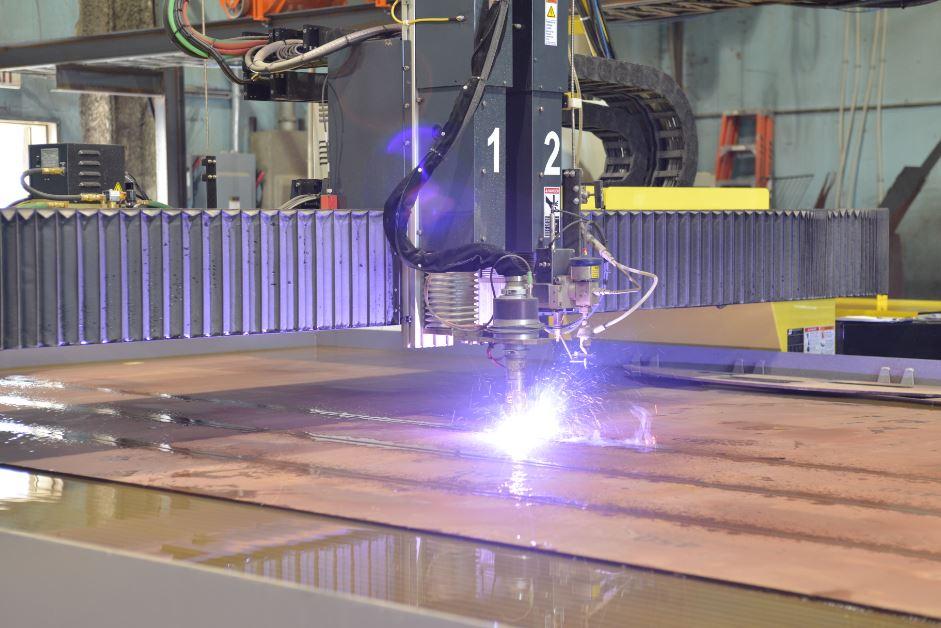
A fabricating operation that can do both plasma and waterjet cutting on the same table can reduce the costs associated with producing parts that otherwise would require additional material handling and secondary processes to finish the job.
Life in a fab shop that specializes in plate work is not as simple as it once was. The nature of the work calls for craftsmanship and patience. Unfortunately, the pace of manufacturing has sped up, with more demanding customers and increased competition. In the age of lean manufacturing and robotics, a heavy fab shop can’t do what it’s always done because that puts it behind the shops constantly looking for more efficient ways to process plate.
That doesn’t mean that a shop has to ditch what it knows for something new. It just has to look at what is familiar in a new light.
For example, most heavy fab shops are well aware of what plasma cutting offers. It’s an economical means of cutting plate up to 2 in. and can produce suitable edge quality for most customers. What if that same shop had access to waterjet cutting? All of a sudden, it can deliver very precise cutting that the plasma cutting system simply can’t match.
Now think if both of those technologies were available on the same large-gantry cutting system. That’s when new efficiencies become easier to see.
Reducing the Cost Per Part
Plasma-waterjet cutting systems are not a new concept, but they are generating more interest as shops become more aware of decreasing the cost of producing parts, said Steve Zlotnicki, global product manager, cutting systems, ESAB Welding & Cutting Products. This combination machine gives those fabricators of heavy-duty parts the chance to do just that.
“This combination machine really gives fabricators and manufacturers who are working with heavier materials a unique set of capabilities,” Zlotnicki said. “Obviously, we’re talking about the use of plasma for cutting thicker plate, which shops have been using for years, but when they also need some high-precision work at the same time, the waterjet gives you the ability to do that.”
One might argue that a laser cutting machine provides the same ability to deliver a precisely cut shape, but Zlotnicki said that the technology’s initial investment price and its inability to match the waterjet’s cutting capabilities in really thick materials removes it from the conversation for most fab shops working with plate. Plasma cutting provides a fast and cost-effective way to cut mild steel up to about 2 in. (which is pretty much the limit for successful piercing with plasma), and waterjets can deliver precision cuts in materials as thick as 6 in. (Some plasma systems might be able to handle even thicker material, depending on power and material type. For instance, a plasma system with a 600-amp power source can cut aluminum and stainless steel up to 6 in. thick.)
“Waterjet cutting is a very expensive process, almost twice as expensive as plasma cutting. Most of that is connected to the cost of the abrasive that you are dumping into the table—almost a pound to a pound and a half per minute,” Zlotnicki said. “It’s also a very slow process when compared to plasma cutting, where you have much higher speeds and a much lower cost per hour to run the machine.
“Now if you can cut 50% to 70% of the part, maybe the outside or large contours, with the plasma and just use the waterjet for the smaller contours where you need that precision, you can fabricate that part for a fraction of the cost of production using only a waterjet.”
More specifically, Zlotnicki is referencing the plasma-waterjet combination machine’s ability to deliver both quick cuts that don’t have high tolerance specs and the precise cuts necessary for features like bolt holes. The part doesn’t need to be moved from one table to the next, expediting the fabricating cycle and eliminating additional material handling.
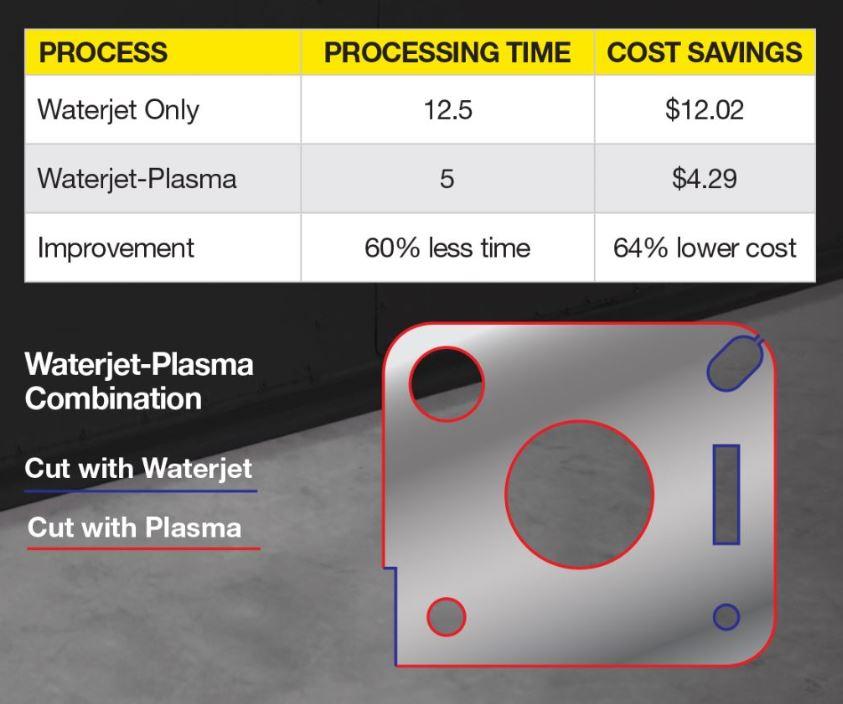
On this part, the use of plasma helps to reduce cost and processing time when compared to it being cut solely with a waterjet.
Zlotnicki said that plasma cutting can meet tolerances of 0.020 to 0.030 in., and the waterjet 0.010 to 0.015 in. He added that this waterjet is not the type of device used to machine very high-precision parts, such as those destined for aerospace applications, but the combination table can meet the tolerances necessary to cut a hole for tapping.
The waterjet also gives a fabricator the opportunity to cut edges of a higher quality than what plasma can do. The plasma arc leaves a taper of 1 to 2 degrees, while a waterjet has almost zero taper while cutting. Additionally, when waterjet cutting, a fabricator doesn’t have to worry about dross on the underside of the plate or top rounding at the top edge of the cut.
A waterjet gives a fab shop the ability to cut plate while not creating a heat-affected zone. Thermal processes and their accompanying heat can lead to structural changes in metal that weaken the part. A metal’s mechanical properties such as fatigue resistance, distortion, and surface cracking are affected. That’s why OEMs in the defense and aerospace industries often specify waterjet-cut parts.
Zlotnicki said a combination machine is going to be more expensive than a cutting table limited to only plasma or waterjet cutting capabilities. That’s why fabricators have to look at cost savings made possible by being able to use both cutting technologies on the same table without having to move the parts between two tables.
It should be noted that these combination machines can be used with tables that can be close to 50 ft. and accommodate plate as wide as 12 ft. These systems also can be used in conjunction with two separate tables. Either way, plate can be staged on the table while cutting is taking place elsewhere.
The changeover from one cutting process to the other takes place in a few seconds. “You finish the plasma cutting, retract the torch, do the offset for the plasma torch to the waterjet cutting head, turn on the height control, come down, and pierce,” Zlotnicki said.
The transition from plasma to waterjet cutting is coordinated as instructions are being created in the CAM software. Using the original CAD drawing as the starting point, the programmer can indicate what contours need to be cut with plasma or waterjet. When the program is complete and nest created, the job is fed to the combination machine. The operator calls up the job, and the cutting commences. At that point, the operator’s job is to oversee the cutting process and to prepare for the next job.
Adding Capabilities
These types of combination machines aren’t limited to just one plasma torch and one waterjet cutting head. Applications can influence the addition of multiple cutting heads or other tools.
For instance, if a service center is looking at this type of combination technology, it might want to have as many as four waterjet cutting heads because the shop specializes in high volumes of repeatable parts. Even in this type of setup, a couple of plasma cutting stations can be added to reflect the service center’s fabrication reality.
Zlotnicki offered up another example of a shipyard that added an inkjet marker to its cutting system so that large parts could be numbered to aid in assembly. The marking program also was part of the shipyard’s traceability initiative to find the root cause of any quality problems that might arise.
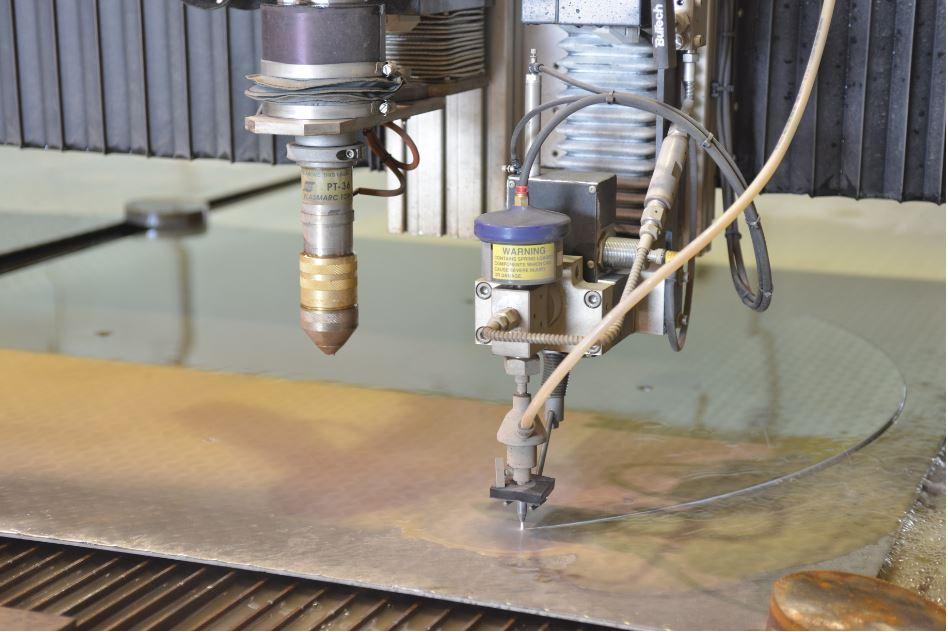
The waterjet can produce a cut edge that has less taper than a plasma-cut edge.
Even something like a drill can be added to the equipment. Zlotnicki said that because each machine is really a custom-designed piece of equipment, the customer can specify a machine tool that is the best fit for its current workload or, possibly, a new target area.
With a waterjet already part of the combination mix, most shops working with plate won’t add an oxyfuel torch to the machine, Zlotnicki said. While oxyfuel technology is very effective when cutting very thick plate, waterjet cutting can do the same thing—a bit slower, but with better edge quality.
Operating the Machinery
An operator of a plasma-waterjet combination machine shouldn’t be overwhelmed with the responsibility of running cutting operations, according to Zlotnicki. The waterjet does have consumables, such as seals, nozzles, and cutting orifices, which need to be checked on a regular basis. Degradation of those items can lead to less-than-optimal machine performance and possibly cutting flaws. Fortunately, the CNC can track the hours logged on the consumable items and notify the operator as to when they should be replaced according to the manufacturer’s guidelines. Also, the CNC keeps tabs on intensifier pump life so the fab shop has an accurate picture of just where that very important piece of the puzzle is in its mechanical life.
Zlotnicki said maintenance for the plasma cutting system is not as involved as when dealing with the waterjet. The consumables in the cutting head need to be replaced according to wear, and cooling water levels need to be checked.
A plasma-waterjet combination machine requires a minimum amount of water in the cutting area to absorb the waterjet stream. With that in mind, a fab shop would need to investigate the costs associated with water supply and disposal to determine whether overflow to the sewer system or closed-loop filtration is more cost effective in the long run.
Zlotnicki said a fab shop has the choice of cutting above or below the water line. Cutting below helps to control plasma cutting emissions and minimize the noise associated with both cutting processes, but underwater cutting does require a water table with optional raise and lower capabilities. Underwater cutting also results in murky water around the cutting process, which makes it hard for the operator to keep an eye out for tipped-up parts that could collide with the cutting head.
A fabricating company considering a plasma-waterjet combination machine for its heavy fabricating work might look at the many variables associated with this type of equipment and start to question if such an investment is worth it. Zlotnicki said that’s not where the focus needs to be.
“It’s all about producing parts for the lowest cost,” he said. “You’re going to have a huge leg up on competitors if your machine can do both plasma cutting and waterjet cutting.”
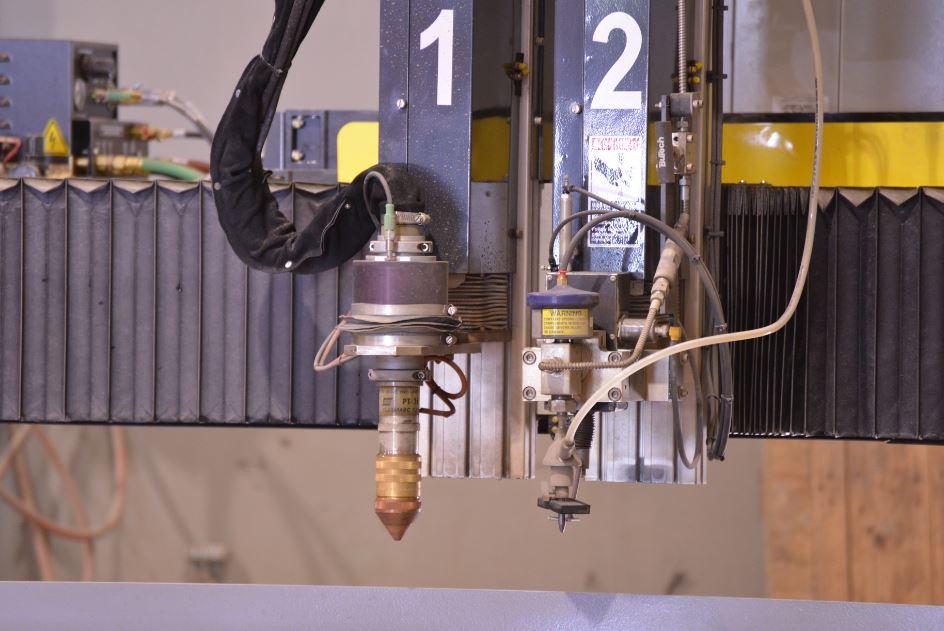
This plasma-waterjet combination machine is equipped with only two cutting heads, but some machines have multiple plasma or waterjet cutting heads for fabricating operations with high-volume, repeatable jobs.
"heavy" - Google News
February 22, 2021 at 03:38PM
https://ift.tt/2Mbi5gE
A combination approach to heavy plate cutting - The Fabricator
"heavy" - Google News
https://ift.tt/35FbxvS
https://ift.tt/3c3RoCk
heavy
Bagikan Berita Ini














0 Response to "A combination approach to heavy plate cutting - The Fabricator"
Post a Comment